Cleaning and disinfection in the beverage industry: CIPs and use of peroxide-peracetic
In food industries, in addition to producing the largest possible number of processed food units, they must be of adequate quality. In this sense, they must be safe, not produce any toxicity to the people consuming them, and maintain the physical-chemical and organoleptic characteristics in all lots throughout their commercial life. An important aspect is to ensure an adequate sanitation protocol for the facilities and equipment, in such a way that no residues remain that could alter the products subsequently produced.
Basically, there are two types of surface sanitation processes in the food industry: the OPC (Open Plant Cleaning) and the CIP (Cleaning in Place) processes. OPC processes consist of cleaning “exterior” surfaces such as conveyor belts, work tables, exterior of fillers, exterior of tanks, etc. This type of cleaning is usually done by applying pressurised water and cleaning and disinfecting products in a foam format, to increase the contact time with the surfaces to be sanitised. On the other hand, CIP processes are used to sanitise “interior” surfaces such as interiors of tanks, containers, pipes, fillers, etc.
Cleaning
In beverage industries, both sanitation processes are combined, although CIP cleaning processes are much more important. CIP is the acronym for Cleaning in Place (cleaning “in situ”). This means cleaning production plants without dismantling or changing the operating state, with the aim of ensuring consistency and sustainability. To complete an efficient cleaning, the four elements included in the Sinner circle must be present:

These elements are: Cleaning product, Mechanical power, Heat power and Time. All four elements must be present at all times during the cleaning activity, each of them in the corresponding scale. If any of these elements needs to be reduced, another or others must be increased in order to complete the circle. We are going to analyse each of them separately:
Time
All physical-chemical processes of dissolving/dispersing dirt deposits depend on time factors. When analysing from the detergent chemical efficiency point of view, dirt is removed layer by layer. Even if there is a high concentration of detergent, a certain contact time is necessary before the last dirt layer can be removed. In the case of containers and tanks, the time will also depend on the type of cleaning balls.
Mechanical power
In CIP processes the mechanical power refers to flow rates, speed and flow pressure. When cleaning pipes, the flow rate and flow speed should be considered. During cleaning, the flow must be turbulent in the pipes.

Laminar and Turbulent Flows
The flow rate is the distance travelled per time (m/s). The fluid speed varies inside the circuit, it is higher in the centre of the pipe and lower near the wall (due to friction), and this is called speed profile. The liquid layer on the surface of the pipe whose speed is zero is called the “sublaminar layer”. When the speed increases, the sublaminar layer becomes thinner and dirt from the pipe surface can “receive” the mechanical action. For cleaning, the minimum required speed is 1.5 m/s, to eliminate the sub-laminar layer >0.3 m/s is required so the recommended flow rate during the cleaning cycle must be at least 1,8 m/s.

When tanks or containers are being cleaned, the flow rate and pressure must be taken into account. The traditional approach is to use large volumes of liquid at low pressure. Static balls are used, and the objective is to ensure that the cleaning liquid flows through the entire inner surface. The cleaning effect is achieved by sliding the cleaning solutions through the tank walls downwards, that is, by the gravity effect. Using this type of fixed balls, the solutions consumption is high (resulting in extra costs), besides more time is required, since the mechanical power is very low and the cleaning effect will rely more on the time, the calorific power and the chemical product. On the other hand, there is a more modern and efficient method which involves directing a smaller volume of cleaning liquid at higher pressure towards the surfaces. This is done using a jet that produces a scrubbing action (mechanical effect). Rotary jet heads are used in this method. Thanks to these heads, it is possible to use the jet throughout the internal surface of the tanks.
It is important to choose correctly the number, type and location of the spray ball or balls to achieve full coverage, since possible formations of “shadows” due to stirrers, deflectors, manholes, pipes, etc. should be taken into account.
Static spray balls.
Cleaning product
This element refers to chemical energy or cleaning solution concentration. The choice of the most suitable detergent will be based on:
- Rapid and complete solubility in water.
- Rapid hydration and dissolution of dirt.
- High sequestering power.
- Good rinsing capacity.
- Foam-free.
- Compatible with the equipment to be cleaned.
- Non-corrosive
- Biodegradable.
Heat power
It refers to thermal energy. This energy affects both viscosity and reaction speed. The choice of temperature for cleaning will depend on the possibility of heating the solutions, the type of dirt, the difficulty to eliminate dirt, the detergent formula, the materials of the equipment to be cleaned… In general, a 10ºC temperature increase doubles the detergent’s chemical reaction capacity. Temperature control is important, and warmer is not always better (since proteins can be denatured at a certain temperature). In this context, precise temperature measurement and periodic calibration of thermometers is very important.
The four cleaning elements must be present to a greater or lesser extent. If one of them is completely eliminated, adequate cleaning will not be achieved. On the other hand, apart from these four elements, another additional element must be included: COVERAGE. If the cleaning solutions do not adequately access all the surfaces to be cleaned, we will not achieve a complete cleaning. A coverage problem is shown below:
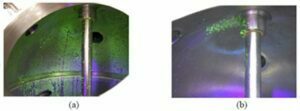
Staining with Riboflavin: a) Fluorescent staining appears on the surface of the deposit before rinsing, b) residual staining remains in the “shadow” of the stirrer after rinsing.
Within coverage, there is: direct coverage, which is the surface accessed directly by the cleaning solutions from the ball or jet; and indirect coverage, which is the surface where cleaning solutions do not directly impact from the ball or jet but access by a cascade effect or sliding from higher surfaces. If more cleaning effect is needed in a direct coverage area, it can be achieved by increasing the pressure. However, to achieve a greater cleaning effect in an indirect coverage area, it is necessary to increase the flow and, where appropriate, the time.
In the case of pipes, it is important to access all the points of the pipe’s internal surface. This is why special attention must be paid to valves (it is advisable to make brief openings/closures during sanitation cycles), bifurcations (Ts) and points to install probes, such as temperature, conductivity, flow, pressure… In any case, it is advisable to inspect inside the pipes by dismantling some element and introducing the borescope.
Disinfection
With regard to cleaning, it is essential to think about the Sinner circle. For disinfection the factors to be taken into account are coverage, type of disinfectant product, dose, temperature and contact time. That is, the mechanical effect is not important.
Coverage
It is important to make sure that the disinfectant solution is in contact with the total surface. So, a previous elimination of any type of residue, such as a food product, mineral or organic inlays, biofilms… must be ensured. In this sense it is important not to ignore the possible “black spots” such as valves (open and close during the disinfection stage), bifurcations (Ts), points where there are probes, manholes, deflectors, stirrers…
Disinfectant product
The disinfectant product must have the following characteristics:
- Be highly effective against a wide variety of microorganisms in low concentrations, that is, to have a cost-effective use dose.
- It must not be corrosive or stain materials that are in contact with the disinfectant.
- Be as specific as possible against microorganisms intended to be eliminated.
- Be a good surface tension reducer, that is, have good wetting and penetrating properties to access more easily and contact the entire surfaces.
- Be stable in storage.
- Be easily applicable/dosed under practical conditions of use.
There are two main types of disinfectant products: oxidants and non-oxidants.
The most commonly used oxidant disinfectants are those based on chlorine and on peroxide-peracetic. The advantages of both disinfectants are that they have a broad spectrum of action and act fast, and the main disadvantages are that they are unstable and corrosive, so they must be handled with caution. In both cases they also oxidise the organic matter present, so they are also inactivated, at least partially, when organic matter is present; therefore, an excellent previous cleaning is imperative. Among the chlorinated disinfectants, sodium hypochlorite and chlorine dioxide stand out for use. Among the peroxide-peracetic-based disinfectants, the most commonly used are hydrogen peroxide and mixtures of hydrogen peroxide and peracetic acid. In the latter case, a synergistic effect of both compounds occurs and solutions containing only hydrogen peroxide are improved since they do not require so much time and such high temperatures.
On the other hand, among the non-oxidising disinfectants, those based on quaternary ammoniums, anionic acids, Biguanide-based ones and amphoteric disinfectants stand out. Quaternary ammoniums-based disinfectants are traditionally not used for CIP systems because they are highly foaming. Depending on the surfactant used in its formulation, anionic acid disinfectants can be highly foaming or with controlled foam. Only in the latter case would it be applicable for CIP systems. They facilitate performing the acid and disinfectant phases in the same operation. Biguadine-based disinfectants can be used in CIP systems, they have an activity similar to quaternary ammoniums, except in Gram-negative bacteria, against which Biguanide is more effective. As for amphoteric disinfectants, they have an adequate effectiveness against different types of microorganisms, although they generally have issues in terms of their application in CIP systems due to foam formation. However, there are formulations in which foam can be controlled.
Temperature
Temperature itself can be a disinfection system. Although, in these cases, it is necessary to maintain high temperatures on all surfaces for a certain time. These systems have very high costs and can have other adverse effects in the mid/long term, such as mineral inlays (mainly of calcareous origin due to calcium salts present in the water).
On the other hand, some formulated disinfectants improve their biocidal activity at a certain temperature, and, in other cases, they can generate corrosive reactions, mainly in the case of chlorinated oxidising products.
For these reasons, it is important to control the application temperature of the disinfectant solution and maintain (if necessary) this temperature during all the time of action. In this context, precise temperature measurement and periodic calibration of thermometers is very important.
Contact time
Disinfection is a physical-chemical process since the disinfectant product must access the surface to be disinfected and then the disinfecting active substance needs time to act. This time depends on the disinfecting active substance, the adjuvants included in the disinfectant formulation and the temperature. The disinfecting active substance must be able to access the microorganism in question and react with it, either by destabilising the membrane or by any other mechanism.
Another aspect to consider is reusing disinfectant solutions. This is not advisable in general, although it could be done by controlling the dose of disinfecting active ingredient and validating the number of uses.
In order to optimise the amount of chemical disinfectant used, a good choice would be to use a quantity of disinfectant solution for the object to be sanitised and then throw it away. To do this, the CIP would have to be programmed so that in the disinfection phase, the amount of disinfectant solution would be sent first from the CIP to access the entire surface of the object to be sanitised, and then it would be recirculated in the object without returning to the CIP.
The main objectives of an efficient CIP system are:
- Maximise safety to avoid cross contamination in product changes.
- Minimise the CIP cleaning time to reduce the cleaning impact on the production.
- Optimise thermal efficiency, avoiding the unnecessary loss of heat
- Minimise the use of water. Optimising the recovery of water and cleaning solutions
The conventional CIP process of many food processing factories involves multiple cycles that may include initial rinse with recovered water, alkaline stage, acid phase, disinfection. Between each of these, an intermediate rinse should be done and end with a final rinse. The rinses and washing stages vary from five minutes to one hour. Based on this complete cycle, other cycles can be done by eliminating phases (for example, the acid phase) or by combining phases (for example, acid and disinfection). In this way, some elements can be cleaned on a daily basis with “short” cycles, only with alkaline phase, and once a week they can complete the cycle. However, any recommendation on these processes would require a detailed study undertaken by technicians specialised in this type of cleaning.