Desinfeção e limpeza na indústria alimentar
Nas indústrias alimentares, para além de produzirem o maior número possível de unidades de alimentos processados, devem ter a qualidade adequada. Neste sentido, devem ser seguras, não produzir qualquer toxicidade para as pessoas que as consomem, e manter as características físico-químicas e organoléticas em todos os lotes ao longo da sua vida comercial. Um aspeto importante é assegurar um protocolo de higiene (limpeza e desinfeção) adequado para as instalações e equipamento, de modo que não permaneçam resíduos que possam alterar os produtos produzidos.
Basicamente, existem dois tipos de processos de higiene de superfícies na indústria alimentar: os processos OPC (Open Plant Cleaning) e CIP (Cleaning in Place). Os processos OPC consistem na limpeza de superfícies “exteriores” tais como tapetes transportadores, mesas de trabalho, exterior de tanques, etc. Este tipo de limpeza é normalmente feita através da aplicação de água pressurizada com produtos de limpeza e desinfeção em formato de espuma, para aumentar o tempo de contacto com as superfícies a sanificar. Por outro lado, são utilizados processos CIP para higienizar superfícies “interiores”, tais como interiores de tanques, contentores, tubagens, enchimentos, etc.
Nas indústrias de bebidas, os processos de higiene são combinados, embora os processos de limpeza CIP tenham uma importância mais relevante. CIP é o acrónimo de Cleaning in Place (limpeza “in situ”). Isto significa limpar as instalações de produção sem desmontar ou alterar o estado de funcionamento, com o objetivo de assegurar a consistência e sustentabilidade. Para completar uma limpeza eficiente, os quatro elementos incluídos no círculo do Sinner devem estar presentes:

Estes elementos são: Produto de limpeza, potência mecânica, Temperatura e tempo. Todos os quatro elementos devem estar sempre presentes durante a atividade de limpeza, cada um deles na escala correspondente. Se algum destes elementos precisar de ser reduzido, outro ou outros devem ser aumentados a fim de completar o círculo. Vamos analisar cada um deles separadamente:
Tempo
Todos os processos físico-químicos para dissolução/dispersão de depósitos de sujidade dependem de fatores temporais. Ao analisar do ponto de vista da eficiência química do detergente, a sujidade é removida camada a camada. Mesmo que haja uma alta concentração de detergente, é necessário um certo tempo de contacto antes que a última camada de sujidade possa ser removida. No caso de recipientes e tanques, o tempo dependerá também do tipo de cabeça de pulverização de limpeza.
Potência mecânica
Nos processos CIP, a potência mecânica refere-se a caudal, velocidade e pressão de fluxo. Ao limpar tubos, o caudal e a velocidade do fluxo devem ser considerados. Durante a limpeza, o fluxo deve ser turbulento nas tubagens.

Caudal laminar e turbulento
O caudal é a distância percorrida por tempo (m/s). A velocidade do fluído varia dentro do circuito, é mais elevada no centro do tubo e mais baixa perto da parede (devido ao atrito), e a isto chama-se perfil de velocidade. A camada líquida na superfície da tubagem cuja velocidade é zero chama-se “camada sub-laminar”. Quando a velocidade aumenta, a camada sub-laminar torna-se mais fina e a sujidade da superfície da tubagem pode “receber” a ação mecânica. Para a limpeza, a velocidade mínima requerida é de 1,5 m/s, para eliminar a camada sub-laminar >0,3 m/s, pelo que o caudal recomendado durante o ciclo de limpeza deve ser de pelo menos 1,8 m/s.

Quando os tanques ou contentores estão a ser limpos, o caudal e a pressão devem ser tidos em conta. A abordagem tradicional consiste em utilizar grandes volumes de líquido a baixa pressão. São utilizadas cabeças estáticas, e o objetivo é assegurar que o líquido de limpeza atinja toda a superfície interior. O efeito de limpeza é conseguido deslizando as soluções de limpeza através das paredes do tanque para baixo, ou seja, pelo efeito da gravidade. Utilizando este tipo de esferas fixas, o consumo de soluções é elevado (resultando em custos adicionais), além de ser necessário mais tempo, uma vez que a potência mecânica é muito baixa e o efeito de limpeza dependerá mais do tempo, do poder calorífico e do produto químico. Por outro lado, existe um método mais moderno e eficiente que envolve dirigir um volume menor de líquido de limpeza a uma pressão mais elevada para as superfícies. Isto é feito utilizando um jato que produz uma ação de esfoliação (efeito mecânico). As cabeças de jato rotativas são utilizadas neste método. Graças a estas cabeças, é possível utilizar o jato em toda a superfície interna dos tanques.
É importante escolher corretamente o número, tipo e localização da cabeça ou cabeças de pulverização para conseguir uma cobertura total, uma vez que devem ser tidas em conta possíveis formações de “sombras” devidas a agitadores, deflectores, câmaras de visita, tubos, etc.
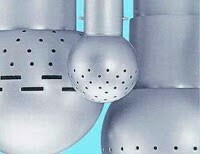
cabeças de pulverização
Detergentes
Este elemento refere-se à energia química ou à concentração da solução de limpeza. A escolha do detergente mais adequado será baseada:
- Rápida e completa solubilidade em água.
- Rápida remoção e dissolução da sujidade.
- Elevado poder sequestrante.
- Boa capacidade de enxaguamento.
- Sem espuma.
- Compatível com o equipamento a limpar.
- Não corrosivo
- Biodegradável.
Temperatura
Refere-se à energia térmica. Esta energia afeta tanto a viscosidade como a velocidade de reação. A escolha da temperatura de limpeza dependerá da possibilidade de aquecimento das soluções, do tipo de sujidade, da dificuldade de eliminar a sujidade, da fórmula do detergente, dos materiais do equipamento a limpar… Em geral, um aumento de temperatura de 10ºC duplica a capacidade de reação química do detergente. O controlo da temperatura é importante, e nem sempre mais temperatura é melhor, uma vez que as proteínas podem ser desnaturadas a uma determinada temperatura. Neste contexto, a medição precisa da temperatura e a calibração periódica dos termómetros é muito importante.
Os quatro elementos de limpeza devem estar presentes, em maior ou menor grau. Se um deles for completamente eliminado, a limpeza adequada não será conseguida. Por outro lado, para além destes quatro elementos, outro elemento adicional deve ser incluído: COBERTURA. Se as soluções de limpeza não tiverem acesso adequado a todas as superfícies a serem limpas, não conseguiremos uma limpeza completa. Um problema de cobertura é mostrado abaixo:
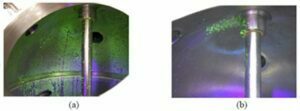
Coloração com Riboflavina: a) a coloração fluorescente aparece na superfície do depósito antes do enxaguamento, b) a coloração residual permanece na “sombra” do agitador após o enxaguamento.
Dentro deste fator existe: cobertura direta, que é a superfície a que se acede diretamente pelas soluções de limpeza a partir da cabeça ou jato; e cobertura indireta, que é a superfície onde as soluções de limpeza não têm impacto direto a partir da cabeça ou jato, mas acesso por efeito de cascata ou deslizamento a partir de superfícies mais altas. Se for necessário mais efeito de limpeza numa área de cobertura direta, este pode ser alcançado através do aumento da pressão. Contudo, para conseguir um maior efeito de limpeza numa área de cobertura indireta, é necessário aumentar o fluxo e, quando apropriado, o tempo.
No caso de tubos, é importante aceder a todos os pontos da superfície interna da tubagem. É por isso que deve ser dada especial atenção às válvulas (é aconselhável fazer breves aberturas/fechos durante os ciclos de higiene), bifurcações (Ts) e pontos para instalar sondas, tais como temperatura, condutividade, caudal, pressão… Em qualquer caso, é aconselhável inspecionar o interior das tubagens, desmontando algum elemento e introduzindo o boroscópio.
Desinfeção
No que diz respeito à limpeza, é essencial pensar no círculo de Sinner. Para a desinfeção, os fatores a ter em conta são a cobertura, o tipo de produto desinfetante, a dose, a temperatura e o tempo de contacto.
Cobertura
É importante garantir que a solução desinfetante esteja em contacto com a superfície total. Assim, deve ser assegurada uma eliminação prévia de qualquer tipo de resíduos, tais como produtos alimentares, incrustações minerais ou orgânicas, biofilmes… Neste sentido, é importante não ignorar os possíveis “pontos críticos” tais como válvulas (abrir e fechar durante a fase de desinfeção), bifurcações (Ts), pontos onde existem sondas, câmaras de visita, deflectores, agitadores…
Produto desinfetante
O produto desinfetante deve ter as seguintes características:
- Ser altamente eficaz contra uma grande variedade de microrganismos em baixas concentrações, ou seja, ter uma dose de utilização rentável.
- Não deve ser corrosivo ou manchar materiais que estejam em contacto com o desinfetante.
- Ser tão específico quanto possível contra microrganismos destinados a serem eliminados.
- Ser um bom redutor de tensão superficial, ou seja, ter boas propriedades molhantes e penetrantes para aceder mais facilmente e entrar em contacto com as superfícies inteiras.
- Ser estável no armazenamento.
- Ser facilmente aplicável/dosado em condições práticas de utilização.
Existem dois tipos principais de produtos desinfetantes: oxidantes e não oxidantes.
Os desinfetantes oxidantes mais utilizados são os baseados em cloro e em peróxido-peracético. A principal vantagem de ambos os desinfetantes é ter um amplo espetro de desinfeção e rápida atuação, por outro lado as principais desvantagens são a instabilidade e a corrosão, pelo que devem ser manuseados com precaução. Em ambos os casos, também oxidam a matéria orgânica presente, pelo que são também inativados, pelo menos parcialmente, quando a matéria orgânica está presente; por conseguinte, é imperativa uma excelente limpeza prévia. Entre os desinfetantes clorados, destacam-se o hipoclorito de sódio e o dióxido de cloro para utilização. Entre os desinfetantes à base de peróxido de hidrogénio e as misturas de peróxido de hidrogénio e ácido peracético, os mais utilizados são o peróxido de hidrogénio e as misturas de peróxido de hidrogénio e ácido peracético. Neste último caso, ocorre um efeito sinérgico dos dois compostos e as soluções que contêm apenas peróxido de hidrogénio são melhoradas uma vez que não requerem tanto tempo e temperaturas tão elevadas.
Por outro lado, entre os desinfetantes não oxidantes, destacam-se os à base de amónio quaternário, ácidos aniónicos, de biguanida e desinfetantes anfotéricos. Os desinfetantes à base de quaternário de amónio não são tradicionalmente utilizados para sistemas CIP porque são altamente espumantes. Dependendo do tensioativo utilizado na sua formulação, os desinfetantes à base de ácidos aniónicos podem ser altamente espumosos ou com espuma controlada. Apenas neste último caso seria aplicável aos sistemas CIP. Estes desinfetantes facilitam a realização de procedimentos de higiene com produtos ácidos e desinfetante na mesma operação. Os desinfetantes à base de Biguanida podem ser utilizados em sistemas CIP, têm uma atividade semelhante à dos amónios quaternários, exceto nas bactérias Gram-negativas, contra as quais a Biguanida é mais eficaz. Quanto aos desinfetantes anfotéricos, têm uma eficácia adequada contra diferentes tipos de microrganismos, embora geralmente tenham problemas em termos da sua aplicação em sistemas CIP devido à formação de espuma. No entanto, existem formulações em que a espuma pode ser controlada.
Temperatura
A própria temperatura pode ser um sistema de desinfeção. Embora, nestes casos, seja necessário manter temperaturas elevadas em todas as superfícies durante um certo tempo. Estes sistemas têm custos muito elevados e podem ter outros efeitos adversos a médio/longo prazo, tais como incrustações minerais (principalmente de origem calcária devido aos sais de cálcio presentes na água).
Por outro lado, alguns desinfetantes formulados melhoram a sua atividade biocida a uma determinada temperatura, e, noutros casos, podem gerar reações corrosivas, principalmente no caso de produtos oxidantes clorados.
Por estas razões, é importante controlar a temperatura de aplicação da solução desinfetante e manter (se necessário) esta temperatura durante todo o tempo de aplicação. Neste contexto, a medição precisa da temperatura e a calibração periódica dos termómetros é muito importante.
Tempo de contato
A desinfeção é um processo físico-químico, uma vez que o produto desinfetante deve ter acesso à superfície a desinfetar e depois a substância ativa desinfetante precisa de tempo para atuar. Este tempo depende da substância ativa desinfetante, dos adjuvantes incluídos na formulação do desinfetante e da temperatura. A substância ativa desinfetante deve poder aceder ao microrganismo em questão e reagir com ele, quer rompimento da membrana, quer por qualquer outro mecanismo.
Outro aspeto a considerar é a reutilização de soluções desinfetantes. Isto não é aconselhável em geral, embora possa ser feito através do controlo da dose de desinfeção do princípio ativo e da validação do número de utilizações.
Os principais objetivos de um sistema de CIP eficiente são:
- Maximizar a segurança para evitar a contaminações cruzadas nas alterações do produto.
- Minimizar o tempo de limpeza do CIP para reduzir o impacto da limpeza na produção.
- Otimizar a eficiência térmica, evitando a perda desnecessária de calor
- Minimizar o uso de água. Otimizar a recuperação da água e as soluções de limpeza
O processo CIP convencional de muitas fábricas de processamento alimentar envolve múltiplos ciclos que podem incluir lavagem inicial com água recuperada, fase alcalina, fase ácida, desinfeção. Entre cada um deles, deve ser feita uma lavagem intermédia e terminada com uma lavagem final. As fases de enxaguamento e lavagem variam de cinco minutos a uma hora. Com base neste ciclo completo, outros ciclos podem ser feitos eliminando fases (por exemplo, a fase ácida) ou combinando fases (por exemplo, ácido e desinfeção). Desta forma, alguns elementos podem ser limpos diariamente com ciclos “curtos”, apenas com fase alcalina, e uma vez por semana podem completar o ciclo. No entanto, qualquer recomendação sobre estes processos exigiria um estudo detalhado levado a cabo por técnicos especializados neste tipo de limpeza.