

Sistemas de limpiezas CIP en la industria láctea
El sistema CIP del acrónimo Cleaning in Place (Limpieza in situ), se podría definir como la limpieza realizada en el interior de los circuitos de las plantas de producción, sin desmontar o cambiar el estado de funcionamiento para asegurar la consistencia y sostenibilidad.
Los elementos necesarios para una buena limpieza y desinfección vienen determinados por el círculo de Sinner: producto de limpieza, energía mecánica, temperatura y tiempo. Estos cuatro elementos deben estar presentes en todo momento durante la actividad de limpieza en distintas contribuciones. De este modo, si queremos disminuir alguno de estos elementos se debe incrementar otro/s para completar el círculo.
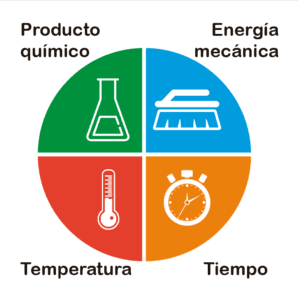
A estos cuatro elementos por otra parte, hay que incluir además otro elemento adicional: la cobertura. Es decir, que las disoluciones de limpieza accedan de manera adecuada a todas las superficies a limpiar (Pozuelo 2017).
Condiciones y características del sistema CIP en la industria láctea
Para que la limpieza CIP sea efectiva en la industria láctea, los equipos deben de estar conectados a dicho sistema y deben de ser de fácil limpieza, de forma que todas las superficies a limpiar sean accesibles a los productos químicos. Los equipos y las tuberías no deben de tener puntos ciegos a los cuales no puedan acceder los productos de limpieza y desinfección, pudiendo drenar éstos con facilidad tras finalizar el proceso de higiene. Todos esos puntos en los que quede algo de agua residual en el circuito al final del proceso, supondrán un grave riesgo para la contaminación posterior del producto (Memisi 2015).
En caso de haber conductos ciegos o espacios muertos, se aplicarán procedimientos especiales para garantizar una limpieza eficaz (FAO 2004).
Tipos de sistemas CIP y limpieza en industria láctea
Existen principalmente dos tipos de sistemas CIP en la industria láctea: el primero es aquel en el que la solución no se recircula (‘’a perder’’), muy común en máquinas o elementos cuyo volumen es limitado como: intercambiador de placas, filtros o sistemas CIP pequeños (se para y se prepara la solución en cada proceso de limpieza). El segundo es un sistema CIP automático en el que se recircula la solución de limpieza (Memisi 2015).
En todos los casos debe de establecerse un programa regular para verificar si la limpieza realizada es la adecuada (FAO 2004).
Limpieza
Tradicionalmente el proceso de limpieza consiste en 2 fases. Utilizando hidróxido sódico para la fase alcalina y ácido nítrico para la fase ácida.
- Fase alcalina.
Actualmente en la industria láctea, la tendencia es utilizar para la fase alcalina productos formulados basados en hidróxido sódico aditivados con tensioactivos, humectantes, secuestrantes, etc., que proporcionan un mejor efecto de limpieza a la disolución pudiendo disminuir la concentración de uso, además de una mayor facilidad para el enjuague posterior.
La concentración normalmente utilizada es del 0,15-1,0% a temperaturas de 70-80ºC durante 10-30 minutos (Thomas 2014).
- Fase ácida.
Para esta fase, la tendencia actual en la industria láctea es utilizar productos ácidos aditivados con tensioactivos y humectantes, que proporcionan una mejora en la limpieza y facilitan el aclarado posterior. Los detergentes ácidos pueden llevar incorporados otros aditivos además de los mencionados.
La concentración normalmente utilizada de los detergentes ácidos es del 0,5-1,0%, tanto a temperatura ambiente como a temperaturas de 55-80ºC. El tiempo de contacto es de 5-20 minutos.
Además de la eliminación de proteínas y sales incrustadas, otras funciones que tienen los detergentes ácidos en los sistemas CIP de la industria láctea, son que eliminan cualquier traza de producto alcalino que haya podido quedar anteriormente, mejoran el drenaje y secado de las tuberías y tienen carácter bacteriostático. Tienen también la ventaja de favorecer la eliminación de la piedra de la leche (Thomas 2014).

Interior de una tubería con incrustaciones minerales
Una sola fase
Con el fin de ahorrar tiempos, agua y producto, la tendencia es la limpieza en una sola fase. En este sentido hay dos posibilidades de productos:
- Alcalinos con alto poder secuestrante
- Ácidos con capacidad desengrasante
Este tipo de limpieza se utiliza sobre todo para elementos en contacto con leche fría cruda: camiones cisterna, tuberías de descarga, tanques de recepción de leche…En algunos casos, para otros elementos con intercambio calórico como los pasteurizadores o donde se almacene leche pasteurizada, se puede hacer en una sola fase, pero alternándolo siempre con limpieza en dos fases.
Para un correcto control y monitorización del ciclo de limpieza, es aconsejable la utilización del boroscopio para asegurarnos que no quedan restos.
Condiciones del flujo
Además del producto, otros factores a tener en cuenta en las limpiezas CIP son el tiempo de contacto del producto sobre la superficie, la temperatura y la potencia mecánica. Este último se refiere, en este tipo de limpiezas, al caudal y a la velocidad de flujo de una conducción, que se relacionan entre sí con la sección del conducto.
La velocidad de flujo se define como la distancia recorrida de un fluido por unidad de tiempo (m/s) que interviene junto con el diámetro de la conducción y las densidad y viscosidad del fluido en lo que se conoce como Número de Reynolds (Re), que relaciona los términos convectivos y los términos viscosos de las ecuaciones de Navier-Stokes que describen el movimiento de los fluidos (Mora 2017). Cuando Re es elevado, las fuerzas convectivas son muy superiores a las fuerzas viscosas. El Re clasifica el régimen de un fluido en tres tipos:
- Régimen laminar (<2.000 Re)
- Régimen de transición (2.000-4.000 Re)
- Régimen turbulento (>4.000 Re), que es el régimen deseado en las limpiezas CIP.
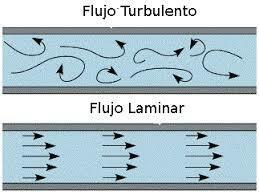
La tubería de arriba representa un flujo turbulento y la de abajo un flujo laminar
A continuación, se muestra a través de una gráfica, los resultados de un estudio donde se comprueba cómo afecta el incremento del número de Reynolds del agua de aclarado en la eliminación de residuos de una superficie:
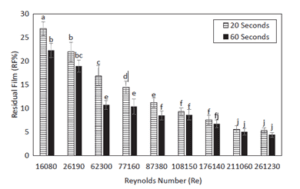
Gráfica donde se muestra el efecto del incremento del número de Reynolds del agua de aclarado (a los 20 y 60 segundos) sobre la eliminación de residuos de una superficie (Fan 2018).
Como se puede observar, existe un aumento en el porcentaje de eliminación de residuos conforme se aumenta el número de Reynolds del agua de aclarado (tanto con 20 como con 60 segundos de circulación). Sin embargo, la mejora en la eliminación de los residuos no es siempre constante. A partir de un Re de aproximadamente 60.000, la mejora en la eliminación de residuos se incrementa muy poco al incrementar Re (Fan 2018).
Basándonos en este estudio, se puede realizar una recomendación genérica sobre un valor de Re = 60.000 en el ciclo de limpieza de un sistema CIP. Dicho valor, establece velocidades de flujo muy diferentes en función del diámetro interno de la tubería y de la temperatura. Así, por ejemplo, en una tubería de 1” (nominal, SC10), la velocidad del agua necesaria para alcanzar un valor de Re de 60.000 es de 0,95 m/s cuando la temperatura es de 65ºC, mientras que, si la temperatura es de 20ºC, será necesaria una velocidad de 2,16 m/s para alcanzar el valor de 60.000. En la tabla se muestran las diferentes velocidades de flujo recomendadas en función de dichos parámetros. Como puede observarse, la velocidad de flujo necesaria para alcanzar un Re de 60.000, disminuye con el aumento de temperatura y con el aumento del diámetro interno de la tubería:
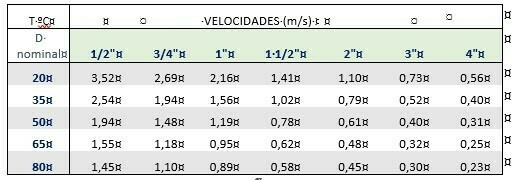
Velocidades de flujo de agua necesarias para alcanzar el valor de Re de 60.000 en función del diámetro nominal de la tubería y de la temperatura
Desinfección
Los desinfectantes más usados en la limpieza CIP de la industria láctea deben de ser no espumantes. Normalmente basados en ácido peracético en combinación con peróxido de hidrógeno, los cuales tienen la capacidad de eliminar esporas bacterianas. Ambos se deben de utilizar a bajas concentraciones y temperaturas para evitar efectos corrosivos en el circuito (Thomas 2014).
Para desinfectar las piezas desmontables de los equipos se recomienda su inmersión utilizando desinfectantes no oxidantes, (como por ejemplo en base a biguanidas o aminas terciarias), y tiempos de actuación más largos.
Para monitorizar y garantizar la eficacia de la desinfección, lo más común es la recogida del agua de aclarado del circuito (después de la desinfección) y su posterior análisis microbiológico en el laboratorio o por ATPmetría.
Biofilms
La leche cruda supone un medio ideal para la formación de biofilms debido a su alto contenido en nutrientes y bacterias (Kabwanga 2018). Éstas últimas tienen la capacidad de adherirse y agregarse en las superficies de acero inoxidable dando lugar a la formación de biofilms.
La presencia de biofilms en el sistema de limpieza CIP de la industria láctea, protege a los microorganismos de la acción del desinfectante. Esto da lugar a la contaminación microbiana de la leche y productos lácteos debido al desprendimiento de microorganismos de dicha matriz. Incluso en leche esterilizada por presencia de esporas bacterianas termorresistentes como las de las especies Bacillus. Otras consecuencias de la presencia de biofilms en dichos circuitos, son que pueden causar corrosión de tuberías y tanques e incluso reducir la transferencia de calor en los intercambiadores de placas y tuberías (si el biofilm es lo suficientemente grueso).

Detección de biofilm en el interior de un codo de tubería con el producto TBF300
Para prevenir inicialmente la formación de biofilms en la industria láctea, son importantes varios factores como el diseño de los equipos de procesado y almacenamiento de la leche, la efectividad de los procedimientos de limpieza y desinfección y la correcta implementación y aplicación de éstos (Marchand 2012).
Para el control y eliminación de biofilms en este tipo de limpiezas, la tendencia actual es la aplicación de productos enzimáticos (que contengan amilasas, lipasas, proteasas que degraden la matriz del biofilm) o productos en base a peróxido de hidrógeno que oxiden dicha matriz degradándola. Su aplicación en ambos casos se realiza entre la fase de detergencia y desinfección.
Bibliografía:
-Fan, M., Phinney, D. M. y Heldman, S. R. (2018). The impact of clean-in-place parameters on rinse water effectiveness and efficiency. Journal of Food Engineering, 222, pp: 276-283.
-FAO (2004). Código de Prácticas de Higiene para la Leche y Productos Lácteos. CAC/RCP 57-2004.
-Kabwanga, I. T., Yetisemiven, A. y Nankya, S. (2018). Dairy Industrial Hygiene: A Review On Biofilm Challenges and Control. International Journal of Research, Vol.6 (Iss.2), pp: 268-273.
-Marchand, S., De Block, J., De Jonghe, V., Coorevits, A., Heyndrickx, M. y Herman, L. (2012). Biofilm Formation in Milk Production and Processing Environments; Influence on Milk Quality and Safety. Comprenhensive Reviews in Food Science and Food Safety, Vol. 11, pp: 133-147.
-Memisi, N., Moracanin, S. V., Milijasevic, M., Babic J. y Kjukic, D. (2015). CIP cleaning processes in the dairy industry. Procedia Food Science 5, pp: 184-86.
-Mora X. (2017). Las ecuaciones de Navier-Stokes ¿Impredictibilidad incluso sin mariposas?. Mètode Science Studies Journal. Nº 93, pp. 67-73.
-Pozuelo, P., 2017. La limpieza y desinfección en la industria de bebidas: Los CIPs y el uso del peróxido-peracético. Blog Betelgeux.
– Thomas, A. y Sathian, C. T. (2014). Cleaning-In-Place (CIP) System in Dairy Plant- Review. IOSR Journal of Environmental Science, Toxicology and Food Technology (IOSR-JESTFT), Vol. 8, Issue 6 Ver. III (Jun. 2014), pp: 41-44.
Authors




