

Problemas frecuentes en equipos de limpieza y desinfección OPC
Gran parte de las zonas a limpiar en las industrias alimentarias son superficies abiertas que se higienizan mediante procesos OPC (open plant cleaning); es el caso de cintas transportadoras, suelos, depósitos, mesas de trabajo, maquinaria, etc. Habitualmente este tipo de limpieza se realiza mediante proyección de espuma, que permite mantener durante más tiempo el contacto entre el detergente y las superficies. En este post trataremos sobre los problemas frecuentes en equipos de limpieza y desinfección OPC.
El proceso estándar incluye las fases de enjuague inicial, proyección de espuma, desinfección, enjuagues intermedios y enjuague final, que se realizan mediante unidades y satélites de dosificación y aplicación. Para ello debe determinarse la ubicación de los puntos de limpieza y dimensionarse correctamente el sistema de bombeo, tuberías y mangueras, para poder llegar a la presión deseada en cada punto de limpieza minimizando las pérdidas de carga.
Además de la elección y diseño de los equipos e instalación más adecuada para cada industria, es importante implementar un programa de mantenimiento que evite que el sistema de limpieza y desinfección pierda eficacia y eficiencia. Tanto el diseño y ajuste de los procesos OPC como el plan de mantenimiento deben ser realizados por personal cualificado y profesionales del sector.
La energía mecánica requerida para la limpieza se aplica proyectando agua a presión en forma de un abanico o haz plano. Para lograr esta proyección los equipos habitualmente instalados son: bomba de presión (entre 20 y 25 bar), tuberías, satélites, mangueras y boquillas de aplicación del agua y de las soluciones detergentes y desinfectantes.
Un mantenimiento deficiente puede causar problemas de funcionamiento en estas instalaciones, ocasionando costes innecesarios y/o afectando negativamente al resultado de la higienización. A continuación, se detalles algunos de los problemas frecuentes en equipos de limpieza y desinfección OPC.
Bomba de presión
En función de las necesidades de cada industria se pueden elegir equipos que sean capaces de incrementar la presión del agua en 20 bar, proporcionando caudales desde 50 l/min hasta 270 l/min con una sola bomba; para caudales superiores deben instalarse varias bombas en paralelo. El caudal necesario en cada caso depende del número de mangueras que se utilizaran simultánea durante las operaciones de limpieza. Una vez diseñada la instalación, es necesario realizar un mantenimiento periódico y comprobar de manera sistemática que la bomba no presenta fugas, no está dañada internamente y sigue dando la presión y el caudal previstos.
Como se aprecia en las imágenes, una bomba sin mantenimiento puede provocar rupturas inesperadas, dejando sin servicio a toda la instalación, ya que la bomba abastece a todos los puntos de limpieza.
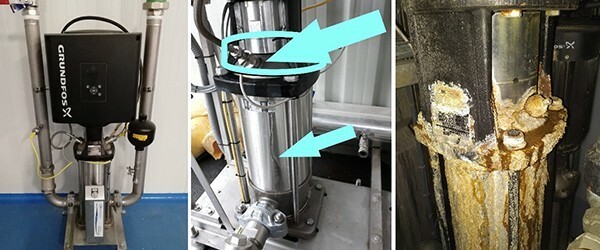
Evolución desde una bomba recién instalada, pasando por las primeras fugas hasta colapso.
Si el sistema se ha diseñado para trabajar con un caudal determinado y si éste se ve incrementado por cualquier motivo (fugas en la propia bomba, en tuberías, en satélites, en mangueras o por exceso de demanda desde los satélites o por utilizar boquillas de más caudal), la bomba no podrá mantener la presión y por tanto saldrá agua a menos presión por las boquillas, con la consiguiente disminución de la energía aplicada sobre las superficies a limpiar.
Satélites
El satélite es un equipo con muchos estrechamientos y codos en su interior, por lo que su elección es muy importante. Dependiendo de su diseño, se producirá mayor o menor pérdida de carga al circular el agua por su interior, pudiendo provocar pérdidas de presión de hasta varios bar según el modelo. Por esta razón, una vez instalado el modelo más adecuado, su mantenimiento periódico es imprescindible. Los estrechamientos internos pueden obstruirse, total o parcialmente, debido a la cal del agua o a las impurezas del agua o del aire comprimido suministrado para generar la espuma.

Interior de un satélite con impurezas acumuladas.
Es habitual que con el tiempo se vayan aflojando tuercas o deteriorando juntas, lo que provoca fugas de agua. Todas estas anomalías generan importantes pérdida de presión que dificultan las labores de limpieza.
Uno de los problemas más graves que se puede producir en el satélite es que dosifiquen incorrectamente el detergente o el desinfectante. La dosificación se realiza al mezclar el producto con el agua a presión por efecto Venturi. Si la presión de entrada no es la adecuada la dosificación no será la correcta.
El mal funcionamiento de la válvula antirretorno del circuito de aspiración también puede provocar dosificaciones incorrectas: si se bloquea en posición cerrada, se impide la dosificación de producto y si el bloqueo es en posición abierta, se permite que el agua descienda hacia el interior de la garrafa.

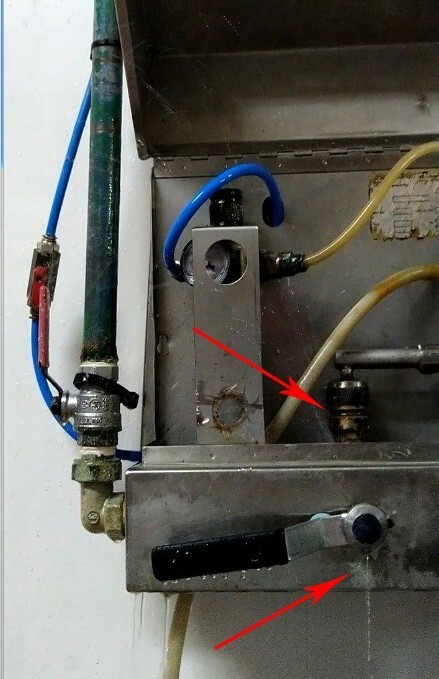
Válvula antirretorno deteriorada.
Otra de las causas que pueden provocar una dosificación errónea es por las fijaciones de la concentración de producto que, generalmente, se realiza insertando unos orificios de restricción en el circuito de aspiración. Es necesario controlar periódicamente el estado de éstos y también del tubo de aspiración de producto desde su envase.

Equipo con y sin orificio de restricción. Tubo de aspiración deteriorado.
Otro procedimiento incorrecto es conectar dos puntos de limpieza a la salida de un satélite, modificando la conexión de salida para acoplar dos mangueras. Lo habitual es que las tuberías que conducen agua desde la bomba hasta el satélite estén dimensionadas para el caudal de una sola manguera y, desde luego, el circuito interno del satélite se diseña para minimizar las pérdidas de carga con caudales entre 30 y 50 l/min.

Al conectar dos mangueras se está incrementando el caudal de circulación de agua por el interior de las tuberías y del satélite y, al no estar dimensionados para ello, se genera una pérdida de carga importante que hará caer la presión de manera considerable.

En las imágenes, se observa un ejemplo de una misma manguera y boquilla, alimentada desde un sistema bien dimensionado (imagen superior) y desde un sistema con innumerables pérdidas de carga por falta de mantenimiento (imagen inferior)
En la primera imagen, al extremo de la manguera llega prácticamente la misma presión con la que se impulsa el agua desde la bomba, 22 bar y, por tanto, por la boquilla está proyectando 31 l/min. Mientras que, en la segunda fotografía, debido a las pérdidas de carga, sólo están llegando al extremo de la manguera 8 bar y el caudal utilizado en la limpieza es mucho menor, y se aplica insuficiente energía para la limpieza.
Mangueras
Otro de los problemas frecuentes en equipos de limpieza y desinfección OPC son los referidos a las mangueras, incluso en buen estado, son el elemento que provoca una mayor perdida de carga al ser de materiales más rugosos que las tuberías y de diámetro interno menor. Por ello lo ideal es utilizar mangueras lo más cortas posible para que los metros de contacto con el agua o con la espuma sean mínimos y la pérdida de carga sean menor.
Las mangueras son también uno de los elementos de mayor desgaste en las tareas de limpieza y desinfección, ya que en todo momento se ven sometidas a fricciones con el suelo y con objetos cortantes, como maquinaria y esquinas.
Teniendo en cuenta estos factores, en el diseño inicial de la instalación es muy importante seleccionar los puntos idóneos de instalación para minimizar las longitudes de las mangueras e instalar enrolladores que permitan prolongar su vida útil, ya que en ellos las mangueras están más protegidas. Lo más importante es vigilar su buen estado para subsanar posibles fugas que provocarán un consumo innecesario de agua y de producto y afectarán significativamente a la energía aplicada en la limpieza.

Boquillas
Como ya se ha explicado, la forma habitual de aplicar energía en los procesos de limpieza es proyectando agua a presión en forma de abanico o haz plano.

En algunas zonas de difícil acceso o en las que pueda haber alguna suciedad que necesite más energía, es posible utilizar proyección en forma de chorro (utilizando unas boquillas diseñadas para ello), de manera que se concentre toda la energía proyectada en un punto. Pero no es en absoluto recomendable limpiar todas las superficies con una proyección de chorro, ya que es prácticamente imposible que con un chorro puntual se pueda proyectar agua sobre las extensas superficies a higienizar de una industria alimentaria, sin emplear para ello un número de horas desorbitado.
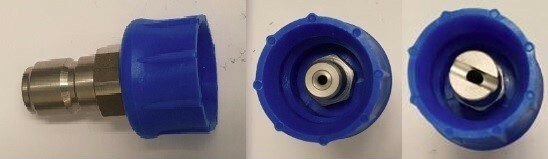
Ejemplo de boquillas de chorro y de abanico.
Las boquillas están sometidas a mucha fricción por el agua a presión y al ataque químico de los productos de limpieza. Se comercializan orificios de boquilla de diversos materiales, plástico, bronce, etc., pero para prolongar su durabilidad y evitar que se deformen rápidamente es muy recomendable el uso de orificios de acero inoxidable. Taladrar manualmente una boquilla para desobturarla, es una aberración que puede afectar muy negativamente a la instalación y al resultado de la limpieza.

Boquilla taladrada manualmente y boquilla totalmente deteriorada
Conclusiones
Los procesos de limpieza y desinfección son fundamentales para que la industria alimentaria produzca alimentos seguros. Para garantizarlo, es fundamental que los equipos funcionen correctamente y que el personal encargado entienda los conceptos básicos del funcionamiento de los equipos y accesorios que utilizan.
Como hemos visto a lo largo de este post sobre los problemas frecuentes en equipos de limpieza y desinfección OPC, establecer un plan de mantenimiento de los equipos es fundamental para conseguir la máxima eficacia de los procedimientos de limpieza y evitar los problemas que se han descrito. Cuando los equipos de limpieza y desinfección no han tenido un mantenimiento óptimo y provocan problemas durante las labores de limpieza, la opción más recomendable es planificar una auditoria donde se detallen todas las deficiencias detectadas para proceder a su reparación.
Una vez alcanzada la idoneidad del sistema, debe fijarse un plan de mantenimiento periódico realizado por personal experto. Solo de este modo será posible que después de la higienización, la producción diaria se desarrolle de forma segura y, además, se minimizarán los costes de mano de obra, agua, producto químico y energía eléctrica.
Authors




