

La higiene en industrias cárnicas: el reto de la eficiencia
La industria cárnica española es uno de los primeros sectores industriales de España y ha alcanzado en los últimos años importantes volúmenes de exportación. Una de las bases sobre las que se cimienta el desarrollo de esta industria es la calidad de sus productos, siendo la seguridad alimentaria un aspecto básico de la misma.
Tanto los consumidores como las normativas sanitarias son cada vez más exigentes en la demanda de productos inocuos y saludables, por lo que el producir con unas estrictas condiciones de higiene es una preocupación constante de las industrias cárnicas y un reto para la mejora continua en estas industrias.
Pero al mismo tiempo que se demandan niveles crecientes de higiene, la sociedad y las administraciones públicas exigen, cada vez en mayor medida, la sostenibilidad de los procesos de producción. Es decir, acciones encaminadas a optimizar consumos de agua y energía, limitar la huella de CO2 de los productos cárnicos puestos al consumo y controlar y minimizar los residuos que se generan. Estos dos retos: higiene y sostenibilidad, van acompañados de un tercer reto, la competitividad, sin la cual no podría subsistir el sector.
Conjugar adecuadamente la higiene con la sostenibilidad, sin que esto repercuta negativamente en incrementos de costes que disminuyan la competitividad, es la base de las tendencias que se van a implantar en las industrias cárnicas en los próximos años y que se pueden resumir en el esquema de la Figura 1, en la que el objetivo es evolucionar simultáneamente hacia sistemas y prácticas de higiene que sean al mismo tiempo eficaces (eliminando los riesgos de contaminación del producto cárnico), sostenibles y eficientes (minimizando los costes asociados). Figura 1. Los procesos de higiene en la industria cárnica deben perseguir el equilibrio entre su eficacia, coste económico y sostenibilidad medioambiental.
Figura 1. Los procesos de higiene en la industria cárnica deben perseguir el equilibrio entre su eficacia, coste económico y sostenibilidad medioambiental.
Objetivos de la limpieza y desinfección
Los procedimientos de higienización deben incluir productos, equipos y prácticas que resulten eficaces para eliminar focos de crecimiento de contaminación, especialmente en el caso de la contaminación microbiológica. En este aspecto, los problemas recurrentes más comunes son la formación de biofilms y de puntos negros que puedan servir de foco de contaminaciones persistentes, así como un diseño inadecuado de los equipos y de las instalaciones que dé lugar a zonas de difícil acceso a las que sea imposible acceder de forma adecuada para su higienización. La industria cárnica es particularmente sensible a la prevención de la contaminación microbiológica en sus instalaciones, debido al riesgo que supone comercializar alimentos contaminados por bacterias como Salmonella spp., Campylobacter jejuni, Listeria monocytogenes, Escherichia coli, etc.
Las operaciones de limpieza y desinfección suelen emplear grandes cantidades de recursos humanos y materiales: agua, productos detergentes y desinfectantes, calor, etc. De esta manera, los principales factores que se deben optimizar en estos procedimientos son aquellos encaminados a mejorar la eficiencia de los procesos: reducción de consumos, automatización de tareas, disminución de vertidos, productos con menor impacto medioambiental, etc. A continuación se revisan algunas tendencias relacionadas con la higiene en las industrias cárnicas en las que, además de mejorar las condiciones de higiene, se avanza en sostenibilidad y en eficiencia y en el control sobre los resultados de la higienización.
Limpieza por proyección de agua a presión
 Los procesos de higienización de superficies externas en salas de elaboración de productos cárnicos suelen realizarse mediante equipos estacionarios o móviles que proyectan agua caliente a presión y dosifican y proyectan detergentes en forma de espuma y desinfectantes en solución acuosa. Las presiones más recomendables para conseguir una higiene adecuada evitando la formación de aerosoles indeseados suelen estar comprendidas entre 20 y 25 bar. La proyección de un haz de agua caliente a presión sobre una superficie con suciedad incrustada, aporta la energía mecánica necesaria para la desincrustación de la superficie. La acción de los detergentes facilita la dispersión de una parte de la suciedad y disminuye la energía mecánica necesaria para la limpieza. Se trata de un sistema muy complejo que en la mayoría de los casos no está optimizado y, por tanto, aunque el resultado final en términos de eliminación de la suciedad pueda ser satisfactorio, produce muchas ineficiencias, principalmente consumos de agua y energía mayores a lo estrictamente necesario y costes laborales también superiores al óptimo. Las ineficiencias tienen orígenes diversos, entre los que se pueden mencionar como más significativos:
Los procesos de higienización de superficies externas en salas de elaboración de productos cárnicos suelen realizarse mediante equipos estacionarios o móviles que proyectan agua caliente a presión y dosifican y proyectan detergentes en forma de espuma y desinfectantes en solución acuosa. Las presiones más recomendables para conseguir una higiene adecuada evitando la formación de aerosoles indeseados suelen estar comprendidas entre 20 y 25 bar. La proyección de un haz de agua caliente a presión sobre una superficie con suciedad incrustada, aporta la energía mecánica necesaria para la desincrustación de la superficie. La acción de los detergentes facilita la dispersión de una parte de la suciedad y disminuye la energía mecánica necesaria para la limpieza. Se trata de un sistema muy complejo que en la mayoría de los casos no está optimizado y, por tanto, aunque el resultado final en términos de eliminación de la suciedad pueda ser satisfactorio, produce muchas ineficiencias, principalmente consumos de agua y energía mayores a lo estrictamente necesario y costes laborales también superiores al óptimo. Las ineficiencias tienen orígenes diversos, entre los que se pueden mencionar como más significativos:
- Pérdidas de carga del sistema, lo que ocasiona que la presión suministrada por la bomba se pierda por el camino y se obtengan presiones en las boquillas sensiblemente inferiores, disminuyéndose así la potencia del haz de agua a presión. Una de las principales causas de pérdidas de carga se encuentra en las mangueras utilizadas.
- Utilización inadecuada de las boquillas: a) con menor caudal del aconsejable, lo que ocasionará o una limpieza defectuosa o un exceso del tiempo de limpieza (mayores costes de mano de obra), o b) mayor caudal del necesario, lo que supondrá un consumo excesivo de agua y de energía y un exceso de efluentes. Existe una mala práctica muy extendida en el sector, que consiste en taladrar las boquillas para obtener más caudal.
- Dimensionamiento incorrecto del sistema formado por la bomba y los satélites de aplicación, lo que puede conducir a que no se obtengan los caudales y presiones previstas en los puntos de aplicación cuando están limpiando simultáneamente varios operarios.
- La ausencia en muchas ocasiones de procedimientos detallados de limpieza y de instrucciones concretas a los operarios, lo que suele producir una limpieza defectuosa y/o un exceso del tiempo empleado y de los consumos.
- Falta de formación específica del personal responsable de la higiene de la industria, tanto a nivel de operarios como de responsables técnicos.
Un diseño adecuado de un sistema de limpieza por proyección de agua a presión, debe partir de la determinación empírica de la potencia necesaria del haz de agua a presión, y a partir de ese valor, se determinará la presión y el caudal necesarios para la limpieza y el tipo de instalación más adecuado. Los estudios experimentales realizados por Betelgeux, indican que es posible, optimizando los distintos procesos, conseguir importantes ahorros de agua, energía y mano de obra, cuando las operaciones y sistemas de limpieza están adecuadamente diseñados; para ello se utilizan sistemas gráficos de optimización denominados PQPD (potencia-caudal-presión-diámetro), desarrollados para este fin.
Cavitación: energía mecánica ultrasónica
La higienización por cavitación (HPC) en industrias cárnicas es una nueva tecnología en los procesos de higiene que consigue mejorar sensiblemente los resultados de la higienización: facilita y mejora la eliminación de suciedad y de contaminación microbiológica con respecto a los procesos actuales y, al mismo tiempo, repercute en importantes ahorros en mano de obra, agua y energía, así como en detergentes y desinfectantes.
La base de la HPC es la emisión de ultrasonidos en un baño de agua caliente acondicionada con detergentes especiales para este uso, que facilitan la generación y transmisión de los ultrasonidos. El emisor de ultrasonidos (frecuencias superiores a los 20.000 Hz) produce depresiones y compresiones en el seno del líquido, lo que provoca que se generen cavidades (en latín: cavitas, cavitatis) o huecos de vacio parcial (microburbujas) que aumentan hasta un tamaño crítico antes de colapsar. Cuando estas cavidades colapsan se alcanzan temperaturas de hasta 1.000 °K y presiones de hasta 3.400 atmósferas, formándose radicales hidroxilo muy reactivos. El colapso o implosión de las microburbujas genera miles de micro-jets o micro-chorros con velocidades de hasta 100 m/s, que impactan sobre la suciedad incrustada en la superficie disgregándola (Figura 2). Simultáneamente las condiciones de la cavitación afectan a la pared celular de bacterias y otros microorganismos, consiguiendo importantes reducciones.
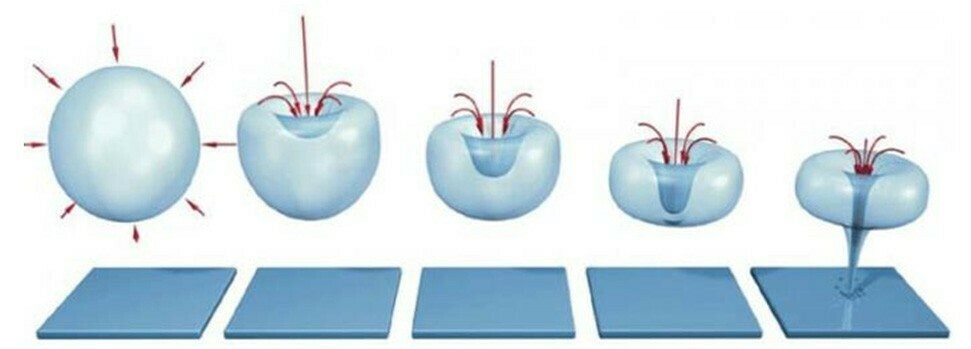 Figura 2. Representación de la secuencia de la implosión de burbujas de cavitación y la formación de microjets que impactan sobre la superficie
Figura 2. Representación de la secuencia de la implosión de burbujas de cavitación y la formación de microjets que impactan sobre la superficie
El sistema HPC es idóneo para higienización en continuo de diferentes tipos de elementos, tales como ganchos, cajas, perchas, bandejas, jaulas, etc., así como para limpiezas en discontinuo de cuchillas, utensilios, etc. La higienización se consigue en tiempos muy reducidos, entre 8 y 15 segundos, con unos resultados microbiológicos óptimos. Lógicamente se producen así importantes ahorros de consumos: agua, detergentes y desinfectantes, así como de mano de obra.
Estos sistemas se diseñan a medida para cada aplicación concreta, ya que en función del tipo de suciedad y el material del elemento a higienizar, hay que determinar las condiciones de frecuencia de ultrasonidos emitida, temperatura, composición y concentración del producto detergente y tiempo de residencia en el baño. La investigación desarrollada por Betelgeux en los últimos años ha permitido establecer con éxito las condiciones óptimas para diversos tipos de elementos-suciedades en las industrias cárnicas.
Automatización: una opción eficiente
La automatización de la limpieza y desinfección de determinados elementos del equipamiento de fabricación de las industrias cárnicas, mediante la instalación de boquillas estacionarias y la programación de los ciclos de aplicación de agua, espuma y desinfectante, presentan grandes ventajas tanto desde el punto de vista de la eficacia (mejor limpieza y mayor nivel de eliminación de microorganismos) como de la eficiencia (disminución de mano de obra e importante reducción de los consumos de agua, detergentes y desinfectantes), como de reproducibilidad. Un ejemplo de elemento donde se puede aplicar la automatización son las cintas transportadoras.
La limpieza de las cintas transportadoras por los operarios de limpieza, suele conducir a resultados muy variables y poco satisfactorios, ya que es muy difícil limpiar en la zona inferior de las cintas y, además, los operarios no tienen referencias de las áreas donde han aplicado los detergentes y desinfectantes ni de los tiempos a emplear. Por el contrario, los sistemas automáticos de limpieza y desinfección de cintas transportadoras permiten un control casi absoluto sobre la operación. El diseño de estos sistemas parte de una instalación centralizada que suministra agua a presión, disolución detergente generadora de espuma y solución desinfectante, que se hacen llegar mediante tres circuitos independientes a los correspondientes satélites de aplicación. Desde el satélite, cuyo funcionamiento se controla mediante válvulas neumáticas, se hacen llegar el agua presurizada y las disoluciones a un arco de boquillas estacionarias en forma de U, por cuyo centro pasa la cinta transportadora. De esta forma se limpia y desinfecta simultáneamente el anverso y reverso de la cinta. Para conseguir un sistema eficaz es necesario ajustar convenientemente los caudales y presiones que llegan a las boquillas, los ángulos de aspersión, la distancia cinta-boquilla y el ángulo del haz respecto a la normal a la cinta. Como ya se ha explicado anteriormente, el dato de partida para realizar un cálculo adecuado será el tipo de suciedad y su energía superficial de incrustación.
Además del diseño de los arcos de boquillas también deberán ajustarse convenientemente los tiempos de programación de cada ciclo, en función de la velocidad de la cinta, de su longitud y de la potencia de los haces de agua proyectados por las boquillas. Como normalmente cada satélite limpia varias cintas simultáneamente, hay que realizar la programación teniendo en cuenta la capacidad de la bomba. En la figuras 3 se muestra un ejemplo de los resultados obtenidos con uno de estos sistemas, en el que se alcanzaron ahorros cercanos al 50 % en consumo agua consumida y en tiempo empleado en la limpieza y desinfección. En estas figuras se compara la limpieza y desinfección automatizada con la limpieza y desinfección realizada por los operarios utilizando el mismo tipo de satélite y de productos, pero por aplicación mediante manguera. Por último, hay que señalar que aunque estos sistemas exigen una inversión inicial, se pueden amortizar en periodos relativamente cortos gracias a las diversas disminuciones de costes, por lo que resultan muy rentables en términos económicos y, lo que es más importante, en términos de seguridad alimentaria.
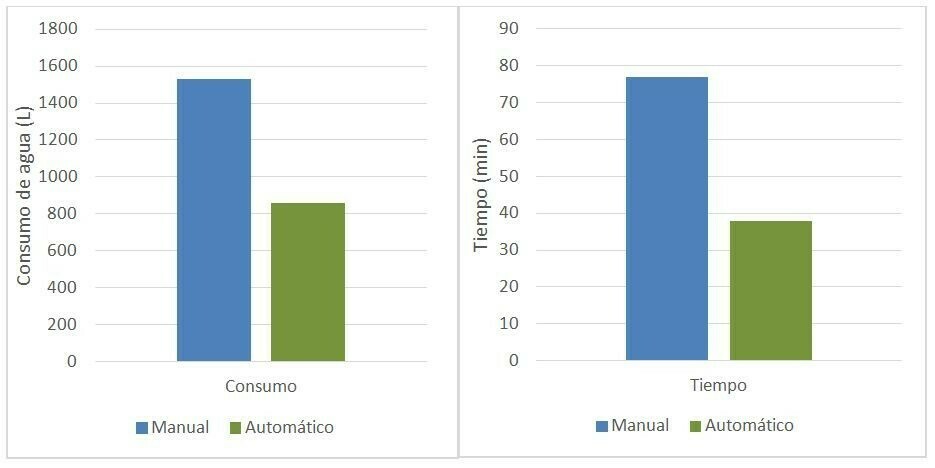
Figura 3. Comparación de consumos de agua y tiempo empleado en las operaciones de limpieza y desinfección de cintas mediante el sistema automático y la aplicación manual.
Conclusiones: una visión global
La innovación en los procesos de higienización en el sector cárnico pasa por desarrollar nuevas soluciones a los retos a los que se enfrentan las industrias. Asimismo, es necesario desarrollar una visión global de la higiene en la que se consideren los múltiples factores implicados en la seguridad alimentaria y sus posibles interacciones. Sólo mediante una gestión integral de los procesos de higiene es posible desarrollar soluciones eficaces a las necesidades de higiene. Por esta razón, la innovación en materia de higiene debe abarcar los distintos factores que pueden afectar al grado de higiene presente en las instalaciones, atendiendo, como ya se ha explicado, a la sostenibilidad y a la eficiencia. Algunas de las vías de innovación más importantes en este campo son:
- Control de la contaminación microbiológica y de los biofilms.
- Prevención de patógenos persistentes.
- Mejora de productos: más inocuos y respetuosos con el medio ambiente.
- Optimización y automatización de los sistemas de higienización
Las operaciones de limpieza y desinfección constituyen un proceso fundamental en las industrias cárnicas. Las necesidades en materia de higiene cambian y es necesario desarrollar soluciones que se adapten a estas necesidades. La innovación en limpieza y desinfección en la industria cárnica debe considerar todos los aspectos implicados en la higiene de forma global y avanzar en distintas líneas de innovación que proporcionen las soluciones necesarias.
Artículo Escrito por Enrique J. Orihuel Iranzo – Consejero Delegado de Betelgeux-, Ramón Bertó Navarro – Director de Operaciones de Betelgeux- , Fernando Lorenzo Cartón -Responsable del Departamento Técnico y de Investigación de Betelgeux- Publicado en la edición de marzo de la revista Cárnica 2000. La revista nº 368 de Cárnica 2000 puede ser descargada: aquí.
Authors

Ramón Bertó Navarro
Director general de Christeyns España. Licenciado en Ciencias Biológicas por la Universidad de Valencia, Master en Seguridad Alimentaria por el Colegio Oficial de Veterinarios de Madrid y Master en Gestión de empresas por la escuela de Organización Industrial. Cuenta con más de 20 años de experiencia en materia de Seguridad Alimentaria e higiene en la Industria Alimentaria, siendo autor de numerosas publicaciones.Doctor en Química por la Universidad Complutense de Madrid con más de 30 años de experiencia en el desarrollo de productos y de soluciones para la higiene en la industria alimentaria, cosmética y farmacéutica, siendo también autor de numerosos libros, artículos y ponencias.




