Higienización sostenible mediante cavitación
La preocupación medioambiental ha ido creciendo durante las últimas décadas, y constituye hoy uno de los grandes desafíos a los que se enfrenta la sociedad. Prueba de ello son las numerosas iniciativas que se abordan en todo el mundo a favor de la sostenibilidad o sustentabilidad. En la Unión Europea se adoptó en 2015 un ambicioso programa sobre la economía circular a fin de estimular la transición de Europa desde un modelo lineal de crecimiento económico («coge, fabrica y tira»), hacia un modelo de economía circular («reducir, reutilizar, reciclar») que se ajuste a las necesidades de las modernas sociedades actuales para hacer el mejor uso posible de sus recursos. También a las empresas les resulta de interés esta transición, ya que el uso adecuado de los recursos conduce a la disminución de los costes.
El concepto de higiene sostenible aplicado a las operaciones de limpieza y desinfección en las industrias de alimentos, forma parte del modelo de economía circular y supone la optimización de estas operaciones, mejorando los procesos de higienización de forma que se reduzcan significativamente tanto los recursos utilizados (agua, energía, detergentes, desinfectantes), como los residuos generados en estos procesos (aguas residuales). A continuación, describimos la tecnología HPC (Higienización por Cavitación), que utiliza la aplicación combinada de ultrasonidos y productos químicos específicos, para la higienización de determinados elementos de las industrias de alimentos de una forma eficiente y respetuosa con el medio ambiente.
Como resultado de la investigación desarrollada para optimizar los procesos de limpieza y desinfección, Betelgeux ha diseñado un innovador sistema de Higienización por Cavitación (HPC) que utiliza una combinación sinérgica de los ultrasonidos como fuente de energía mecánica con la gama de productos específicos BETELENE® US, que aportan energía química, para eliminar la suciedad y reducir la contaminación microbiana en elementos de las industrias de alimentos.
_
Ultrasonidos
El sistema HPC funciona introduciendo los elementos a limpiar en un baño de agua, en el que están instalados emisores de ultrasonidos. La higienización se consigue por la acción combinada de las ondas de ultrasonidos, el uso de altas temperaturas del agua del baño (normalmente 70-80 °C) y la utilización de productos químicos (detergentes-desinfectantes) efectivos para la higienización.
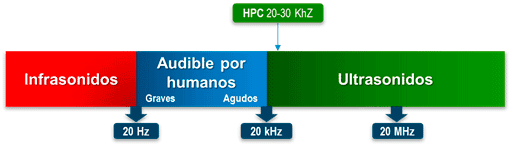
Para entender cómo trabajan los ultrasonidos, es necesario entender primero cómo se generan y se propagan las ondas de sonido. Una onda de sonido se inicia en un foco generador y se propaga mediante una vibración mecánica en un medio elástico como puede ser el aire o el agua, con una velocidad de propagación de las ondas sonoras que varía según el medio conductor (340 m/s en aire y 1.540 m/s en agua). Usualmente se considera que, de forma aproximada, el oído humano percibe ondas sonoras entre los 20 Hz y los 20 kHz (20.000 Hz) de frecuencia. Esto determina cierto rango de valores de longitud de onda (λ) del sonido audible por los seres humanos, que están comprendidos entre los 1,7 cm y los 17 m. La frecuencia (f) de una onda sonora es la cantidad de oscilaciones que se producen por unidad de tiempo y se mide en hertzios (Hz); está relacionada con la longitud de onda: a mayores frecuencias menores longitudes de onda. Existen, por tanto, dos franjas inaudibles para el oído humano: las ondas de frecuencias inferiores a 20 Hz, que se llaman infrasónicas que son emitidas por algunos animales, como los elefantes y que también se generan en volcanes y terremotos, y las que poseen frecuencias superiores a los 20 kHz, que se denominan ultrasónicas o ultrasonidos (Figura 1). Estas últimas ondas, de alta frecuencia y longitud de onda corta (entre 20, 30 y 40 kHz), son las que tienen aplicación en los procesos de higienización, gracias a su capacidad para producir el fenómeno conocido como cavitación.
_
Figura 1. Rango de frecuencias de las ondas sonoras.
–
–
Cavitación
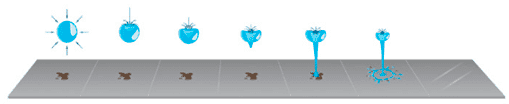
El fenómeno físico de la cavitación es un efecto hidrodinámico que se produce cuando se crean cavidades de vapor dentro del agua o de cualquier otro líquido, originadas por gradientes de presión en el seno del fluido. Así, por ejemplo, cuando un líquido pasa a gran velocidad por la arista afilada de una hélice, se producen en ciertos puntos incrementos de velocidad que conducen a disminuir la presión (descompresión), como consecuencia del teorema de Bernoulli. Si se alcanza la presión de vapor del líquido, las moléculas cambian inmediatamente a estado de vapor, formándose burbujas de vacío o cavidades. Cuando estas cavidades colapsan e implosionan, el vapor vuelve al estado líquido de forma súbita, produciéndose una estela o micro-chorro (microjet) de elevada energía que, al impactar sobre una superficie sólida aporta una cantidad significativa de energía mecánica (Figura 2).
–
Figura 2. Colapso de la burbuja de cavitación, formación de un microjet e impacto sobre la superficie. Si el impacto se produce sobre una superficie con suciedad incrustada, el choque puede eliminar la suciedad. (Betelgeux, C-EQ-HPC-01, 2015).
–
–
–
La cavitación es un fenómeno indeseable que se produce en los álabes de los rodetes de bombas hidráulicas y en las hélices propulsoras de embarcaciones. Cuando se produce cavitación, las numerosas implosiones puede causar un daño considerable a la superficie de los metales. Se separan las películas superficiales protectoras y se arrancan partículas de metal de la superficie; al mismo tiempo, la cavitación puede incrementar la velocidad de corrosión (Figura 3).
Sin embargo, debido a la energía que los microjets pueden llegar a transmitir a superficies con suciedad incrustada, la cavitación resulta muy útil en operaciones de limpieza, ya que aporta la energía mecánica necesaria para separar la suciedad de las superficies de trabajo. En este caso, la cavitación se induce mediante la emisión de ondas sonoras en el rango ultrasónico (f > 20 kHz). Esta es una técnica común, que se ha utilizado desde hace años para la limpieza en joyería, en elementos mecánicos y también en la limpieza de instrumental de laboratorio, pero para la industria alimentaria se trata de una nueva tecnología aplicada de nueva aplicación.
–
Figura 3. Superficie picada de una hélice de barco, erosionada debido a la cavitación. Fotografía: Erik Axdahl en Encyclopædia Britannica Online. https://www.britannica.com/science/cavitation?oasmId=147890
–

–
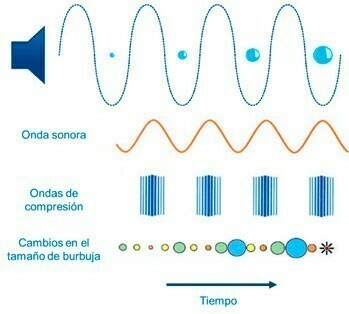
Los ultrasonidos, como otras ondas mecánicas, causan compresiones y expansiones periódicas en los medios de propagación (agua), que son las que provocan la formación de las cavidades o burbujas de vacío en el líquido (Figura 4). Un emisor de ultrasonidos produce ondas de compresión en el líquido, que dejan tras de sí millones de «huecos» microscópicos o «vacío parcial» (cavitación). En los baños de limpieza los ultrasonidos se generan mediante transductores piezoeléctricos, que utilizan materiales cerámicos como el titanato de bario (BaTiO3). Estos materiales vibran al ser sometidos a una corriente eléctrica, de manera que convierten la energía eléctrica en otra de tipo mecánico que se propaga en forma de onda con una frecuencia característica en el rango ultrasónico.
–
Figura 4. Generación de cavidades microscópicas de vacío (microburbujas) producidas por las ondas ultrasónicas que parten de un emisor. En el dibujo inferior se observan las zonas de compresión y descompresión que hacen crecer a la microburbuja hasta que implosiona. Figura adaptada de K.S. Suslick: http://www.scs.illinois.edu/suslick/sonochembrittanica.html
–
–
Las cavidades o microburbujas inducidas por la emisión de ultrasonidos tienen tamaños críticos de unos 170 µm de diámetro y pueden alcanzar en su interior temperaturas de 5.000 °C y presiones de 1.000 atm. Su vida media, hasta que colapsan, es inferior a un microsegundo y cuando se produce el colapso o implosión, el microjet que se origina puede alcanzar velocidades muy elevadas: alrededor de 400 km/h (111 m/s), formándose al mismo tiempo radicales de elevada reactividad (Kenneth S. Suslick: The chemistry of ultrasound).
La alta velocidad que adquieren los microjets determina que en el punto donde impactan sobre una superficie sucia, transmitan una cantidad de energía mecánica (energía cinética) suficiente para vencer las fuerzas de adhesión que mantienen a la suciedad unida a la superficie.
–
Objetivos y desarrollo de la tecnología HPC
Los objetivos que se han perseguido en el desarrollo de la tecnología HPC aplicada a las industrias de alimentos han sido los siguientes:
- Automatización: que tenga como resultado la uniformidad en la limpieza y desinfección (evitando errores humanos) y la rapidez de la operación de higienización.
- Eficacia: eliminación hasta un nivel seguro, desde la perspectiva de la inocuidad de los alimentos, de los restos de suciedad, de los biofilms y de los microorganismos patógenos y alterantes.
- Sostenibilidad: uso eficiente de los recursos empleados, que implique ahorros significativos de mano de obra y de los consumos de agua, energía, detergentes y desinfectantes. Disminución de la cantidad de agua residual generada en la higienización.
Estos objetivos se han conseguido alcanzar realizando la higienización en continuo de elementos de la industria alimentaria tales como: ganchos, cajas de plástico, bandejas, moldes, jaulas de vivo, perchas de jamones, etc., mediante la aportación simultánea de tres fuentes de energía que actúan sobre los depósitos de suciedad, los biofilms y los microorganismos:
a) Energía mecánica, aportada en forma de energía cinética por el impacto de los microjets inducidos por emisores de ultrasonidos instalados en un baño.
b) Energía calorífica aportada por el uso en el baño de ultrasonidos de agua a temperaturas de 70-80 °C.
c) Energía química aportada por productos detergentes-desinfectantes.
Además de las funciones específicas en el proceso de higienización, el producto detergente-desinfectante y la temperatura del baño, disminuyen la tensión superficial del agua y contribuyen a incrementar la cantidad de microburbujas de cavitación formadas en el baño, aumentando la eficiencia del proceso de cavitación.
La higienización en la industria alimentaria es vital para obtener buenos resultados en los productos finales. Se debe prevenir la supervivencia y proliferación de patógenos como Salmonella, Listeria, Escherichia coli o Campylobacter, y minimizar al máximo la presencia de microorganismos alterantes con capacidad para el deterioro del producto alimenticio. Por eso, en un sistema de higienización por cavitación, también hay que asegurar la capacidad para la eliminación de microorganismos. Esto puede también conseguirse por la acción combinada de la elevada temperatura, de las sustancias microbicidas incorporadas en el detergente-desinfectante y las fuerzas de corte elevadas que se producen debido a los microjets, que provocan la destrucción de la pared celular de bacterias, hongos y otros microorganismos.
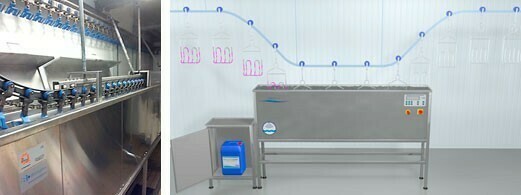
En la Figura 5 se muestra el esquema y una fotografía de un equipo de tecnología HPC para la limpieza de ganchos de acero inoxidable en un matadero de aves. Los ganchos entran en continuo en un baño equipado con emisores de ultrasonidos que producen la cavitación, en el que se mantiene una temperatura de entre 70 y 80 °C. El agua contiene un producto detergente-desinfectante específico para esta aplicación, que se incorpora mediante un sistema de dosificación a dosis de entre el 1 y 2%. El equipo dispone también de un sistema de nivel constante para renovar las pérdidas de agua que se producen por arrastre de los ganchos y por evaporación. Para cada aplicación concreta debe determinarse el tiempo de residencia necesario en el interior del baño, para conseguir una higienización correcta. Este tiempo de residencia del gancho en el interior del baño de ultrasonidos está en función de la suciedad y contaminación del gancho, de la velocidad de desplazamiento y de la longitud del baño; usualmente este tiempo está comprendido entre 10 y 12 segundos, lo que supone una capacidad de higienización de entre 300 y 360 ganchos por hora.
–
Figura 5. Fotografía y esquema de un equipo para la higienización de ganchos en mataderos de aves, utilizando la tecnología HPC (Betelgeux).
–
–
Las instalaciones automatizadas en continuo como la descrita, son las más eficientes, ya que consiguen de forma rápida y automatizada limpiar y desinfectar elementos con un resultado muy superior al de la limpieza manual. No obstante, también pueden utilizarse equipos estándar, como el HPC 030 y HPC 080, con capacidades para 27 y 80 litros, para operaciones discontinuas de higienización de instrumental, cuchillos, piezas desmontadas de maquinaria, etc.
La selección del producto químico detergente-desinfectante es muy importante para conseguir buenos resultados en el proceso de higienización por cavitación. El producto debe ser compatible con el material a limpiar, además de tener capacidad de eliminar la suciedad y facilitar la cavitación. Hay que tener presente que la corrosividad de una dilución de un detergente-desinfectante se incrementa a altas temperaturas. Los materiales adecuados para higienizarse por cavitación son: acero inoxidable, aluminio, cobre, latón y otras aleaciones, plásticos, goma, etc. No obstante, deben realizarse pruebas de corrosividad en cada aplicación concreta. Betelgeux ha formulado una gama de productos para la limpieza por ultrasonidos: BETELENE® US12, BETELENE® US21, BETELENE® US31 y ADITIVO SX MAXI, diseñados específicamente para trabajar sinérgicamente con los ultrasonidos en los equipos HPC, asegurar la limpieza e inhibir el crecimiento bacteriano. Todos ellos poseen un componente activo para reducir la carga microbiana.
–
Ventajas y sostenibilidad del sistema HPC
El uso de la tecnología de higienización por cavitación en elementos de industrias alimentarias, ofrece las siguientes ventajas:
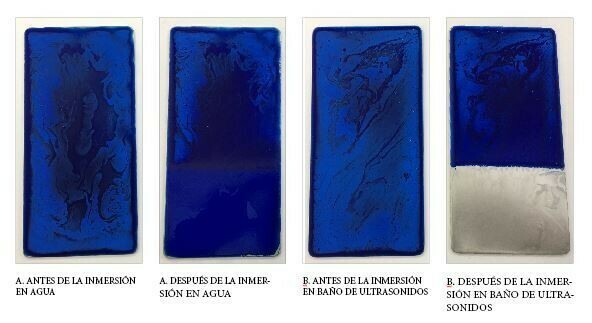
- Limpieza más eficaz que otros sistemas, ya que la elevada energía mecánica de impacto de los microjets llega a puntos de difícil acceso, donde manualmente o mediante un haz de agua presurizada sería difícil llegar. Se obtienen sistemáticamente niveles de higienización muy superiores a los de otras técnicas: se eliminan eficazmente las suciedades fuertemente incrustadas y se disgrega la matriz de los biofilms. En la Figura 6 se puede observar un ensayo experimental de eliminación por cavitación de una suciedad fuertemente incrustada sobre un cupón de acero inoxidable.
–
Figura 6. Ensayo experimental en el laboratorio sobre la eliminación por cavitación de buttermilk y dyacid light blue, extendida sobre cupones de acero AISI 316. Residuo tras secado a temperatura ambiente (48 horas): 7,4 mg/cm2 (73% preteínas, 17,7% hidratos de carbono, 8,8% grasas). Fotografías de los cupones antes y después de la inmersión de la parte inferior del cupón durante 1 min. A) Inmersión en agua. B) Inmersión en baño de ultrasonidos (38 kHz) a 70º C y 1% (p/p) de BETELENE US12.
–
–
- Eficacia biocida: El sistema HPC consigue eliminar más del 95% de los microorganismos patógenos presentes tales como enterobacterias, Salmonella o Listeria monocytogenes, evitando posibles contaminaciones cruzadas que podrían contaminar los alimentos. La destrucción de los biofilms contribuye a evitar el desarrollo de cepas persistentes de microorganismos patógenos.
- La velocidad de higienización y la automatización -en el caso de sistemas en continuo-, reducen drásticamente las necesidades de mano de obra, y disminuyen los tiempos necesarios para la higienización, lo que implica una mejora en la capacidad de producción de las industrias.
- Se reduce de forma muy significativa el consumo de detergentes y desinfectantes, que son sustituidos por un único producto. La dilución del baño puede utilizarse, al menos, durante una jornada de trabajo. Únicamente es necesaria una dosis inicial y la dosificación en el agua de renovación que mantiene el nivel del baño constante.
- Por las mismas razones expuestas en el punto anterior, se reduce significativamente el consumo de agua y, consecuentemente, se reduce el volumen de agua residual, lo que implica menor impacto medioambiental que otras técnicas de higienización.
- El consumo de energía eléctrica es sensiblemente inferior al que se necesitaría, por ejemplo, en una limpieza convencional de ganchos, por espumado, proyección de agua a presión y posterior desinfección.
- El sistema HPC, tanto en continuo como en discontinuo, es adecuado para numerosas aplicaciones, tanto en las industrias alimentarias, como en industria cosmética e industria farmacéutica.
–
Conclusiones
Para dar respuesta a las demandas sociales sobre la sostenibilidad y el respeto medioambiental, las industrias alimentarias deben avanzar hacia un modelo de economía circular, reduciendo el uso de recursos, reutilizando cuando sea posible y reciclando los residuos que producen. Al mismo tiempo tienen la necesidad de implantar procesos más eficientes que mejoren su competitividad y, en paralelo, aseguren un alto grado de inocuidad en los productos que elaboran (seguridad alimentaria). Este triple objetivo puede alcanzarse en el campo de la higiene, con sistemas como el HPC, que contribuyen a avanzar en el concepto de la higiene sostenible, y que al mismo tiempo consiguen unos elevados estándares de higiene y logran disminuir los costes de higienización.
_
Otros contenidos relacionados