
Control de la contaminación ambiental en industrias alimentarias y farmacéuticas
Cada vez es más frecuente que dentro de las normativas de control de calidad se incluya un control microbiológico ambiental y de superficies, que se hace prácticamente imprescindible en actividades relacionadas con productos destinados a sanidad o alimentación.
Para llevar a cabo este análisis deben establecerse previamente los siguientes aspectos. En primer lugar, el método de muestreo que se va a utilizar. A continuación los microorganismos que se desean aislar y cuantificar, así como los lugares de muestreo. También hay que tener el número de muestras en cada sala, así como la frecuencia de los muestreos.
Todos estos puntos recomendados dependen de las características específicas del ambiente que se pretende evaluar.
Una vez determinados todos estos aspectos, se conseguirán análisis que pueden compararse entre sí y, por tanto, obtener datos estadísticos. Cualquier comparación de resultados debe tener en cuenta los procedimientos de muestreo utilizados, ya que existen diferencias importantes en la eficacia de captación de los distintos métodos.
Al realizar la valoración de los resultados obtenidos a partir de la medición de microorganismos en ambiente o en superficie, nos encontramos la mayoría de las veces con el problema de la no existencia de criterios legales de valoración. En este artículo se presenta la técnica y equipo de muestreo que utiliza Betelgeux, así como límites críticos de referencia que pueden aplicarse al realizar los análisis de ambientes.
–
Medida de la contaminación ambiental
Para efectuar los análisis de ambientes pueden utilizarse diversos métodos de recolección, siendo los más utilizados el método de sedimentación en placa y el método de filtración e impacto en una placa de agar.
El método de sedimentación consiste en dejar expuestas durante un tiempo determinado placas petri con un medio de cultivo. Este método tiene el inconveniente de que pueden existir determinados factores que alteren la sedimentación de microorganismos (por ejemplo, corrientes de aire), afectando por tanto a los resultados, y a la posibilidad de comparar distintas series analíticas.
En cambio, el método de filtración e impacto evita la alteración de los resultados. Para la aplicación de este método se utiliza un aparato que filtra un volumen predeterminado de aire, que posteriormente impacta sobre una placa de agar. Esta técnica analítica resulta muy útil para la determinación de contaminación microbiológica después de las operaciones de limpieza y desinfección, así como también resulta de utilidad para el análisis de contaminación ambiental en condiciones de trabajo.

–
Betelgeux dispone para efectuar los controles ambientales de los equipos AirTest. Se trata de un equipo compacto, autónomo y de alto rendimiento para el muestreo microbiológico del aire. A través de una criba perforada, aspira un volumen determinado de aire, que es dirigido hacia una placa de agar, que será posteriormente incubada en la estufa de cultivo. AirTest es un equipo diseñado y fabricado de acuerdo con los requerimientos de la norma ISO/DIS 14698-1. Está homologado por un laboratorio acreditado COFRAC. Construido bajo la norma de calidad ISO 9001. Conforme al marcado CE.
El AirTest puede trabajar con 5 volúmenes de muestreo regulables de 10, 50, 100, 250 y 500 l de aire.
–
¿Cómo funciona el AirTest?
Este sistema tiene como principio de funcionamiento el impacto directo de los microorganismos, a través de una criba, sobre un medio de cultivo. El caudal y la velocidad del aire están controlados, pudiéndose utilizar volúmenes de muestra desde 10 a 1000 litros y permitiendo la recogida de microorganismos desde 0,3 µm.
El AirTest es polivalente, y se puede utilizar en todo tipo de ambientes, desde niveles de contaminación microbiológica muy elevados, hasta en salas limpias. Puede ser utilizado con placas Rodac de 65 mm de diámetro y con placas Petri de 90 mm de diámetro, así como con diferentes medios de cultivo para el análisis de distintos microorganismos. Generalmente, en el análisis de ambientes se determinan Gérmenes totales y Mohos, aunque variando el medio de cultivo puede utilizarse para otros microorganismos, incluso patógenos, como Campylobacter.
–
Incubación de las placas
Las placas utilizadas en el análisis, convenientemente identificadas, deben colocarse en la estufa de cultivo. En la siguiente tabla se detallan las condiciones de incubación para recuentos de gérmenes totales, así como de mohos y levaduras.
–

–
Lectura e interpretación de resultados
A partir de los recuentos realizados (expresados como ufc), se calcula el resultado para expresarlo como NMP (número más probable) por m3. El valor NMP se calcula a partir del dato de las ufc obtenidas en la placa, mediante la aplicación de la ley de Feller.
Las colonias que se han desarrollado en una placa de cultivo tienen su origen en un germen o grupo de gérmenes que pasan a través de la criba, y es imposible distinguir si la formación de una colonia se ha debido a un solo germen o a varios gérmenes que han pasado a través del mismo orificio. Por tanto, no puede establecerse una relación directa entre las ufc desarrolladas en una placa de cultivo y el número de microorganismos por m3. La ley de Feller efectúa una corrección estadística que permite cuantificar para cada orificio de la criba el número de gérmenes que lo han atravesado. De este modo a partir de las ufc desarrolladas en la placa de cultivo se obtiene el Número Más Probable (NMP) de gérmenes que han impactado sobre el medio de cultivo, y conociendo el volumen de aire filtrado se obtiene el NMP de gérmenes por metro cúbico.
–
Interpretación de resultados: Límites críticos
Para calificar la calidad ambiental en una sala de trabajo en la industria alimentaria, deben establecerse límites críticos que determinen las condiciones correctas. Para industrias alimentarias no existe una normativa que determine estos límites, por ello Betelgeux ha establecido sus propias especificaciones, basadas en resultados obtenidos en distintas series analíticas realizadas en industrias alimentarias, a las que se ha sometido a un tratamiento estadístico. Las series analíticas se realizaron en salas donde se efectúan diariamente tareas de Limpieza y Desinfección, validadas y consideradas correctas; incluyendo procedimientos específicos para desinfección ambiental.
Los límites críticos obtenidos son los siguientes:
_
Especificaciones para mohos en industrias alimentarias
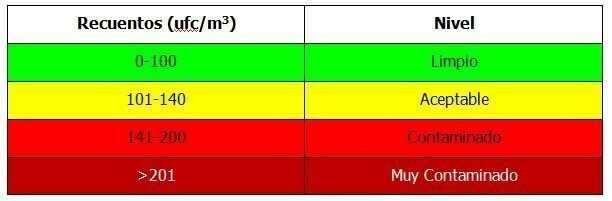
Tabla 1. Especificaciones de Betelgeux para mohos en ambientes de la industria alimentaria.
–
En industria alimentaria, los niveles pueden variar en función del riesgo de la sala y del alimento que se manipule en ella. En función del tipo de sala, se pueden recomendar los niveles fúngicos descritos en la Tabla 2:
–

Tabla 2. Límites críticos utilizados en distintos tipos de sala.
–
Especificaciones utilizadas en la industria farmacéutica
En la industria farmacéutica sí se ha determinado la calidad microbiológica de las distintas zonas de trabajo, clasificándolas en función del riesgo, y asignando a cada una un límite crítico.
En la elaboración de preparados farmacéuticos estériles es necesario garantizar productos de una elevada calidad microbiológica que no posean contaminación por microorganismos presentes en el aire del área de producción, por lo cual es necesario disponer de áreas limpias. En dichas áreas se busca cumplir con los controles internacionales que pretenden minimizar los riesgos de contaminación microbiana.
La norma para la producción de preparados farmacéuticos estériles contempla el control microbiológico ambiental, tanto del aire como de las superficies en distintos puntos, establece un recuento bacteriano aceptable expresado en unidades formadoras de colonias (ufc), según las áreas de trabajo y en situación de reposo. Para esta norma existen diversas clasificaciones, tal como se indica en la tabla 3 de clasificaciones internacionales establecidas para el estudio de áreas limpias en la industria farmacéutica.
–
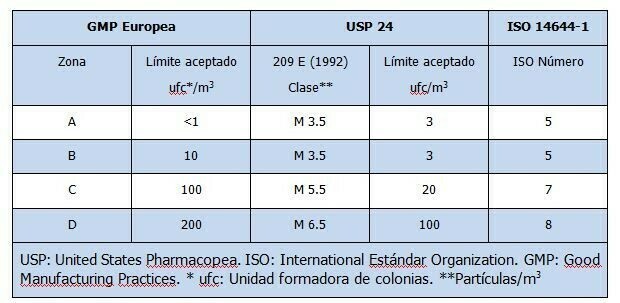
Tabla 3. Límites microbiológicos en ambientes para distintos tipos de sala en la industria farmacéutica.
–
Tanto la norma de medicamentos de la Unión Europea (GMP) como el estándar de la United States Pharmacopeia (USP 209 E) presentan equivalencia entre sí y con la norma internacional ISO 14644-1 (Tabla 3).
La GMP clasifica las zonas limpias en grados que establecen parámetros de la calidad microbiológica del aire.
– Zona A: Zona específica para operaciones de alto riesgo como por ejemplo, llenado, bandejas de tapones, ampollas, viales abiertos y realización de conexiones asépticas. Estas condiciones se consiguen normalmente en cabinas de flujo laminar. Estos sistemas deben proporcionar una velocidad homogénea del aire de 0,45 m/s ± 20% en el punto de trabajo. El límite de microorganismos es <1 ufc/m3 de aire según GMP4 y 3 ufc/m3 según USP 209 E3.
– Zona B: Entorno para la zona de grado A en el caso de preparación y llenado aséptico. El límite de microorganismos por m3 de aire es 10 ufc según GMP4 y 3 ufc según USP 209 E3.
– Zona C y D: Zonas limpias para realizar fases menos críticas de la fabricación de medicamentos estériles. Los límites de microorganismos por m3 de aire para ambas zonas son 100 ufc/m3 y 200 ufc/m3 según GMP4; y 20 y 100 ufc/m3 según USP 209 E, respectivamente.
–
Conclusión
Un control microbiológico ambiental y de superficies resulta imprescindible a la hora de producir productos farmacéuticos y alimentarios.
Antes de realizar los análisis deben de establecerse los diferentes criterios entre los que se encuentran el método de muestreo, los microorganismos que se desean aislar y cuantificar, así como los lugares de muestreo. También es importante determinar el número de muestras en cada sala, así como la frecuencia de los muestreos. No obstante, todos estos puntos a tener en cuenta dependen, en cierta medida, de las características específicas del ambiente a analizar. A partir de ahí, y teniendo en cuenta los procedimientos de muestreo utilizados, se pueden conseguir datos estadísticos.
_
Bibliografía
- Food and Drug Administration’s (FDA) Guidance for Industry Sterile Drug Products Produced by Aseptic Processing – Current Good Manufacturing Practice, September 2004.
- Mark Hallworth. Particle Monitoring Requirements in Pharmaceutical Cleanrooms. March 2005, App41 Page 7o f7. https://www.pmeasuring.com.
- Sterile Drug Products for Home Use/ General Information. United States Pharmacopoeia 24. 2134-9.
- – Beaney M Alison. Quality Assurance of Aseptic Preparation Services. Third Edition 2001. Londres, Pharmaceutical Press, 2001, págs 1-89.
_
Authors




